




 扫一扫
扫一扫





新物通物资(宁波市分公司)吸取和引进国内的先进技术与先进设备,汇集了一大批长期从事 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管研究、应用的工程技术人才,整合技术、人才优势。


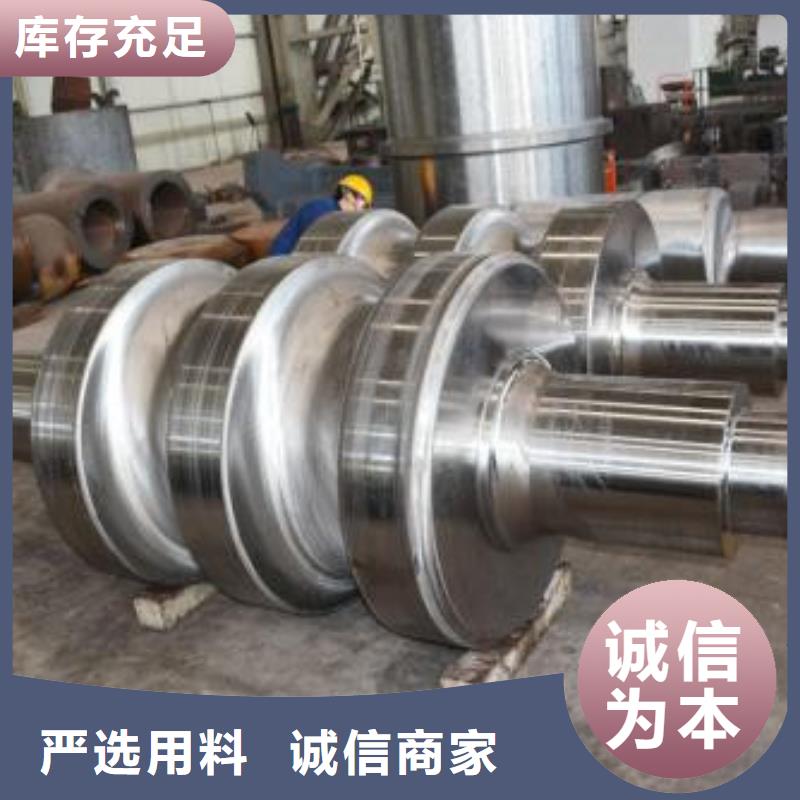
高速钢轧辊制造技术,制造高速钢轧辊主要有锻造、铸造、喷射成形、热等静压等技术。锻造高速钢轧辊的推广使用进展缓慢;目前工业生产中较常见的铸造高速钢轧辊制造方法有离心铸造法、连续浇注外层成形法、电渣重熔法和液态金属电渣熔接法。
2.1铸造高速钢轧辊
铸造高速钢轧辊制造技术的改进主要围绕提高钢的纯净度和均匀性,提高轧辊强度和轧辊外层与辊芯的冶金结合。不同的轧机,同一轧机的不同机架,对轧辊性能的要求不同,可以根据所需的轧辊性能、轧辊规格和生产成本选择合适的制造方法。
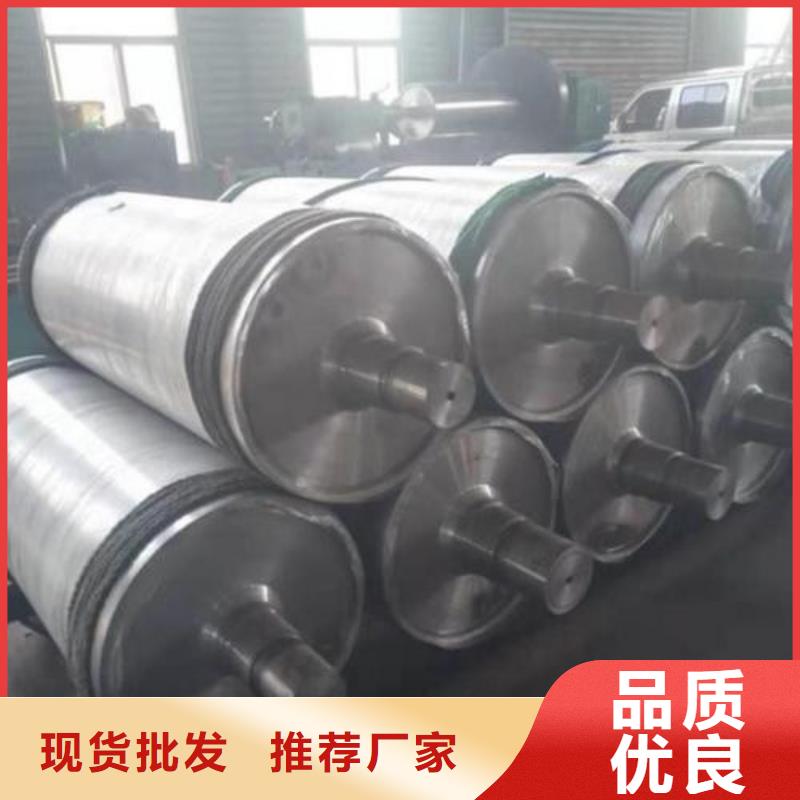
1)离心铸造法。离心铸造轧辊的主要特点是将液态外层材料和芯部材料以一定的时间间隔浇入铸型内。离心旋转时间、辊芯金属液浇注间隔时间、浇注温度及防止外层元素偏析和内外层材料界面氧化是此方法制造轧辊成败的关键。



同时高速旋转铸造设备,产生的离心旋转力与稳恒磁场相结合对钢液产生电磁搅拌,电磁离心铸造既保留了普通离心铸造组织致密,疏松气孔少等优点,又使粗大的柱状晶组织转变为均匀的等轴晶组织,并使第二相的分布趋于均匀,成分偏析得到控制。采用该方法生产的高速钢复合轧辊的铸锭有理想的观组织和界面结合力,使用性能好。
2)连续浇注外层成形法(CPC)。为了克服离心铸造高速钢轧辊偏析缺陷,日本新日铁公司开发了制造高速钢轧辊的CPC法,它具有节能和轧辊性能好等特点。其基本原理是把作为轧辊外层材质的钢水浇铸到垂直竖立的芯棒和水冷铸型间的空隙里,在钢水逐渐与芯棒熔敷的同时,依次使其凝固,断续向下方拉拔,制成复合轧辊。为了使浇铸的外层材质与芯棒完全熔敷,通过电磁感应加热对钢水和芯棒供热。



技术支持:s797.com